

Closed-Loop and Waterless Dyeing represents the most critical technological leap in modern textile manufacturing. For decades, the global apparel industry has relied on an archaic system of wet processing that consumes trillions of liters of fresh water annually. This traditional method not only drains local aquifers but also discharges hazardous chemical cocktails into rivers and oceans.
The environmental toll of coloring our clothes is staggering. However, a massive shift is currently underway. Driven by strict environmental regulations and a growing demand for supply chain transparency, the textile sector is moving rapidly toward sustainable alternatives. The Netherlands has emerged as the undisputed global epicenter for this material science revolution. Dutch engineers, biodesigners, and chemical experts are completely rethinking how pigments interact with fibers.
By moving away from fossil fuel reliance and toxic wet vats, these innovators are proving that high-quality, vibrant textiles can be produced without compromising planetary health. From harnessing the power of pressurized carbon dioxide to utilizing pigment-producing bacteria, the Dutch ecosystem offers a blueprint for a fully circular fashion industry.
The transition to sustainable coloration is complex and requires diverse solutions for different materials. Synthetic fabrics like polyester require entirely different approaches than natural fibers like cotton or leather.
Decoding the Terminology: Closed-Loop vs. Waterless Dyeing
Before diving into the specific innovators leading this space, it is crucial to understand the distinct operational differences between these two primary sustainability frameworks. While often used interchangeably in fashion marketing, they represent different engineering approaches to pollution reduction.
Waterless Dyeing
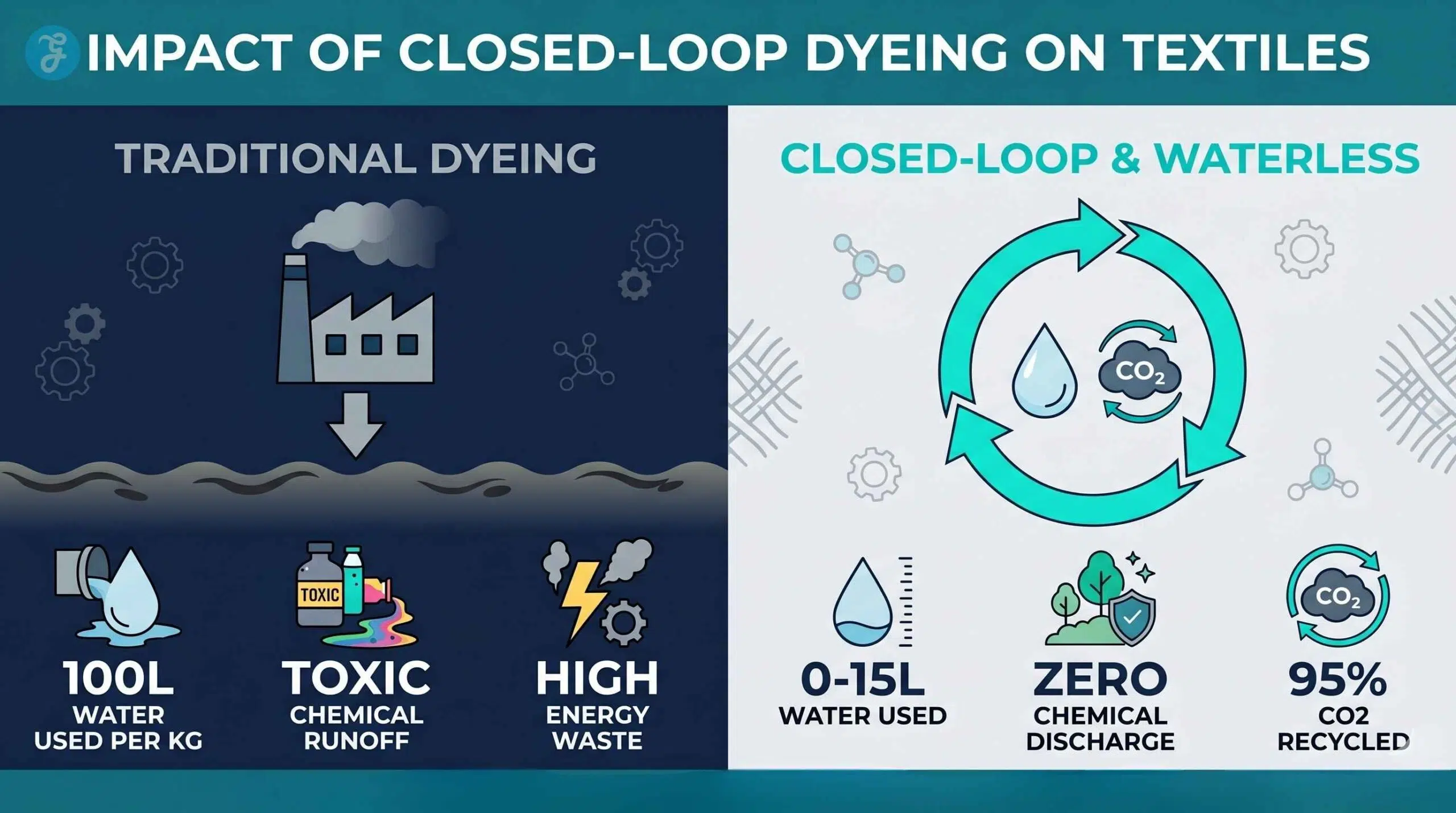
As the name suggests, this method completely removes H2O from the pigment application process. Instead of utilizing heated water baths to force color into textiles, these systems rely on alternative carriers. The most prominent example is supercritical carbon dioxide, but other emerging methods include molecular polymer integration and localized heat transfer. The primary benefit here is the absolute preservation of local freshwater aquifers and the total elimination of contaminated wastewater discharge.
Closed-Loop Wet Processing
Not all fabrics can be dyed using gas or heat. Many natural fibers, like cotton and wool, still require liquid to absorb pigment properly. A closed-loop system acknowledges this need but completely isolates the process from the local environment.
In a true closed-loop dye house, the water and chemical solvents are captured, filtered, and continuously reused for the next batch of textiles. Nothing is discharged into the local municipal sewer or surrounding rivers. This approach drastically reduces fresh water consumption and prevents toxic runoff, even when traditional wet dyeing methods are still required.

10 Dutch Closed-Loop and Waterless Dyeing Tech Companies
This section explores the most innovative Dutch organizations actively scaling sustainable textile finishing technologies. Each company brings a unique approach to eliminating toxic chemical discharge and drastically reducing water consumption across the global supply chain.
1. DyeCoo Textile Systems
DyeCoo Textile Systems fundamentally changed the apparel manufacturing sector by successfully commercializing supercritical carbon dioxide technology. Traditional polyester dyeing requires massive amounts of hot water and added chemicals to force pigments into the synthetic fibers. DyeCoo completely eliminated this requirement.
Target Market: Industrial-scale polyester finishing and global athletic wear brands
Core Innovation: The company utilizes highly pressurized carbon dioxide, which reaches a supercritical state where it acts as both a liquid and a gas. This supercritical CO2 swells the polyester fibers and dissolves pure dye, allowing the color to penetrate deeply without a single drop of water.
Market Impact: Once the dyeing cycle is complete, the pressure is released. The carbon dioxide simply evaporates from the fabric, leaving it completely dry and ready for the next manufacturing step.
Scaling Potential: The machinery is designed to operate in a continuous cycle. It reclaims and recycles approximately 95 percent of the carbon dioxide used in each batch. This makes it an incredibly efficient system for massive global brands looking to eliminate their water footprint.
2. Zeefier
Zeefier represents a major breakthrough in marine-based biomaterials by turning coastal waste into viable commercial colorants. The startup recognized that the ocean offers a vast untapped resource for natural pigments.
Target Market: Fashion houses seeking scalable, natural pigments derived from marine environments
Core Innovation: Zeefier produces sustainable textile dyes entirely from seaweed. They utilize green, brown, and red seaweed sourced from local ocean farms, industrial byproducts, and natural beach wash-ups.
Market Impact: The most significant advantage of Zeefier is its formulation strategy. They engineered a liquid pigment that works seamlessly within existing industrial dye houses.
Scaling Potential: Because their formulation is essentially a drop-in replacement for synthetic chemicals, manufacturers do not need to invest in entirely new infrastructure. This drastically lowers the barrier to entry for factories wanting to implement natural dyes.
3. Cleandye
Cleandye bridges the gap between European technological research and global mass production. While many sustainable technologies remain in the laboratory phase, Cleandye proved that zero water factories are financially and operationally viable on a massive scale.
Target Market: Global fashion brands requiring high-volume, sustainable manufacturing partners
Core Innovation: Cleandye built the first dedicated factory in the world to exclusively use waterless technology for all production. Operating in Vietnam but founded by Dutch entrepreneurs, the facility relies entirely on DyeCoo supercritical CO2 machines.
Market Impact: The facility guarantees absolutely zero chemical discharge into the surrounding environment. They also utilize renewable solar energy for factory operations, creating a truly sustainable manufacturing model.
Scaling Potential: By providing a fully transparent and highly efficient supply chain, Cleandye acts as a critical manufacturing partner. They offer the necessary proof of concept that global brands need before committing to sustainable wet processing alternatives.
4. Living Colour
Living Colour operates at the intersection of fashion and synthetic biology. Based in Rotterdam, this pioneering biodesign studio aims to replace heavy industrial chemistry with natural microbial fermentation.
Target Market: Boutique fashion houses and avant-garde designers focusing on biodesign
Core Innovation: The studio uses specific strains of pigment-producing bacteria to dye textiles. By feeding the bacteria a specific nutrient broth, the microbes naturally produce vibrant pigments that bind directly to the fabric fibers.
Market Impact: This biological process occurs entirely at room temperature. It requires minimal water and completely eliminates the need for the toxic heavy metal mordants usually required to fix colors to cloth.
Scaling Potential: While currently serving boutique and artisanal clients, Living Colour is conducting vital research. Their work proves that living organisms can be trained to produce stable commercial colors, offering a radical glimpse into the future of bio fabrication.
5. Fabulous Fungi
Fabulous Fungi taps into the immense potential of mycelium networks to create stable and safe colorants for the apparel sector. Similar to bacterial fermentation, this approach looks to the natural world to solve complex chemical problems.
Target Market: Sustainable brands looking for heavy metal-free alternatives to synthetic dyes
Core Innovation: The startup researches and develops textile dyes extracted from specific fungal strains. They have successfully identified fungi that yield vibrant, long-lasting colors suitable for textile application.
Market Impact: The fungal extraction method is designed to drastically reduce water consumption during the finishing phase. It also completely avoids the petrochemicals that form the base of traditional synthetic dyes.
Scaling Potential: Fabulous Fungi provides a rapidly renewable resource. Fungi can be grown quickly in controlled environments without requiring vast tracts of agricultural land, making it a highly sustainable raw material for future industrial coloration.
6. Rubia Natural Colours
Rubia Natural Colours provides a modernized approach to historic plant-based coloration techniques. Located in Steenbergen, the company ensures high stability and agricultural circularity for natural dyes.
Target Market: Commercial textile manufacturers requiring highly stable natural reds and yellows
Core Innovation: Rubia produces premium natural colorants specifically for the textile industry by extracting pigments from the madder plant and the weld plant.
Market Impact: Natural dyes have historically struggled with color fastness, meaning they fade quickly in sunlight or the washing machine. Rubia solved this by utilizing advanced extraction technologies that provide commercial dye houses with a reliable, fade-resistant, plant-based alternative.
Scaling Potential: The company focuses heavily on circular agricultural practices. They ensure their raw materials are grown sustainably, providing a fully traceable supply chain from the farm directly to the fashion brand.
7. Roua Atelier
Roua Atelier focuses on localized circular economies. Operating out of Amsterdam, this research and design studio intercepts urban waste before it reaches landfills and transforms it into premium textile colorants.
Target Market: Circular fashion initiatives and hyper-local textile production runs
Core Innovation: The studio specializes in extracting pigments from local plant waste, food waste, and roots. They utilize discarded items like avocado pits and onion skins to create rich, beautiful textile art.
Market Impact: By turning urban and agricultural waste streams into textile dyes, they effectively create a localized circular economy. This reduces the industry’s reliance on imported synthetic chemicals and prevents organic matter from rotting in landfills.
Scaling Potential: While highly focused on artisan production, Roua Atelier provides essential education and consulting. They teach other businesses how to implement natural dyeing techniques, proving that circularity can be achieved on a community level.
8. Smit and Zoon
Smit and Zoon applied their deep chemical expertise to solve one of the most toxic processes in the global supply chain by reinventing leather tanning. Traditional leather processing relies heavily on chromium, which creates highly toxic wastewater.
Target Market: Premium footwear and leather goods manufacturers
Core Innovation: The historic Dutch chemical company revolutionized the sector with the creation of Zeology. This is a zeolite-based alternative to traditional tanning agents.
Market Impact: Zeology is completely free of chrome and heavy metals. By removing these hazardous materials from the process, the toxicity of the tannery wastewater is drastically reduced.
Scaling Potential: This innovation makes it possible for leather manufacturers worldwide to implement closed-loop water recycling systems safely. It provides a direct path for the leather industry to clean up its environmental footprint without compromising the quality of the final product.
9. Kukka
Kukka approaches the challenge of textile pollution from a design thinking perspective. This Dutch design agency works to prove the aesthetic and commercial viability of microbial coloration.
Target Market: Yarns and fabrics requiring unique biological patterns and sustainable processing
Core Innovation: Kukka utilizes the bacteria Streptomyces coelicolor to dye yarns and fabrics. Their research focuses on optimizing the fermentation process to scale bacterial dyeing for the commercial fashion industry.
Market Impact: The process uses only a fraction of the water required by traditional vats. Because it relies on natural microbial action, it leaves absolutely zero toxic runoff behind.
Scaling Potential: Kukka leans into the unique properties of biological dyeing. The living nature of the bacteria often creates beautiful, unique patterns rather than completely uniform solid colors, offering designers a new aesthetic language built entirely on sustainability.
10. Senbis Polymer Innovations
Senbis Polymer Innovations addresses the problem of textile dyeing at the very beginning of the supply chain. Located in Emmen, they engineer solutions that prevent fabrics from ever needing to enter a dye vat.
Target Market: Performance wear and outdoor apparel requiring durable color and weather resistance
Core Innovation: Senbis engineers novel performance biopolyesters and yarns that integrate color directly at the molecular level. The pigment is added during the initial polymer spinning process.
Market Impact: This innovation completely bypasses the need for traditional water-heavy dyeing. It also allows for water repellent properties to be integrated directly into the yarn, eliminating secondary chemical finishing steps.
Scaling Potential: By combining coloring and finishing into the initial extrusion phase, Senbis offers a highly efficient, scalable solution for synthetic performance apparel. It removes multiple energy-intensive steps from the manufacturing timeline.
The Regulatory Catalyst: Why Brands Must Adapt Now
The surge of innovation in the Dutch tech sector is not happening in a vacuum; it is a direct response to a rapidly tightening global regulatory landscape. For decades, the fashion industry enjoyed relatively lax oversight regarding overseas manufacturing pollution. That era is officially over.
The European Union’s aggressive rollout of the Corporate Sustainability Reporting Directive (CSRD) and the Ecodesign for Sustainable Products Regulation (ESPR) has fundamentally altered the legal responsibilities of global fashion brands.
By 2026, major apparel companies selling into the European market can no longer claim ignorance regarding their Tier 2 and Tier 3 suppliers (the mills and dye houses). They are now legally required to track, verify, and publicly disclose their Scope 3 water consumption and chemical discharge metrics.
Furthermore, independent watchdog frameworks like the Zero Discharge of Hazardous Chemicals (ZDHC) foundation have set stringent wastewater guidelines that major retailers are now forcing their suppliers to adopt.
Brands that fail to transition to closed-loop or waterless technologies face massive compliance fines, import blockages, and severe reputational damage. The Dutch companies pioneering these new dyeing methods are no longer just offering a “green alternative”; they are providing the essential compliance infrastructure required to survive the next decade of global retail.
Overcoming the Scaling Barrier: The ROI of Sustainable Finishing
Despite the clear environmental and regulatory benefits, the transition to waterless and bio-based dyeing presents significant financial hurdles for traditional manufacturers. Upgrading a legacy wet-processing facility to a supercritical CO2 plant or a bio-fermentation lab requires a massive initial capital expenditure (CapEx).
However, the return on investment (ROI) becomes highly compelling when viewed through a long-term operational lens. Traditional dyeing is incredibly energy-intensive; massive amounts of electricity and natural gas are required to heat millions of gallons of water to boiling temperatures day after day.
By removing water from the equation or utilizing bacteria that ferment at room temperature, factories drastically reduce their daily energy consumption. Additionally, these advanced systems eliminate the need to purchase costly wastewater treatment chemicals or pay municipal fines for hazardous discharge.
When factoring in the operational savings on water, energy, and chemical remediation, early adopters of Dutch waterless technologies are establishing a highly insulated, cost-effective manufacturing baseline that will easily outpace legacy systems as global energy and water prices continue to rise.
At a Glance 10 Dutch Closed-Loop and Waterless Dyeing Companies
The following summary provides a quick reference guide comparing the core technologies and material focuses of these innovative Dutch companies.
| Company Name | Core Technology | Primary Material Focus |
| DyeCoo Textile Systems | Supercritical CO2 | Synthetic Polyesters |
| Zeefier | Seaweed Pigment Extraction | Natural Fibers |
| Cleandye | Supercritical CO2 Factory | Synthetic Polyesters |
| Living Colour | Bacterial Fermentation | Mixed Textiles |
| Fabulous Fungi | Mycelium Extraction | Mixed Textiles |
| Rubia Natural Colours | Plant-Based Extraction | Natural Fibers |
| Roua Atelier | Urban Waste Upcycling | Natural Fibers |
| Smit and Zoon | Zeolite Mineral Tanning | Leather |
| Kukka | Bacterial Fermentation | Yarns and Fabrics |
| Senbis Polymer Innovations | Molecular Polymer Integration | Biopolyesters |
This table illustrates the diverse and highly specialized approaches Dutch innovators are deploying to eliminate toxic runoff and conserve global water resources across every fabric type.
Charting the Future of Sustainable Textile Manufacturing
The transition away from toxic chemical finishing is no longer a niche environmental goal for boutique brands. As global legislation surrounding water usage and chemical discharge, the innovations developed within the Netherlands are setting the new baseline for responsible manufacturing.
The organizations highlighted above prove that high-quality, vibrant textiles can be produced without compromising the health of our global water systems. By scaling supercritical gas technologies, biomaterial extractions, and bacterial fermentation, the Dutch tech ecosystem is ensuring that the future of fashion is both beautiful and fundamentally circular.
Frequently Asked Questions (FAQs) on Closed-Loop and Waterless Dyeing
1. What exactly is supercritical carbon dioxide dyeing?
Supercritical carbon dioxide dyeing is a process that uses highly pressurized CO2 instead of water to carry pigment into synthetic fabrics. Under extreme pressure and temperature, the CO2 takes on the properties of both a liquid and a gas. It swells the polyester fibers and dissolves the dye, allowing deep color penetration. Once the pressure is released, the CO2 evaporates, leaving the fabric completely dry and ready for use, while the gas is captured and recycled for the next batch.
2. Why is traditional textile dyeing so harmful to the environment?
Traditional wet processing is incredibly resource-intensive. It requires massive volumes of fresh water to heat chemical baths and wash out excess pigments. Furthermore, the process relies on heavy metals, toxic fixatives, and synthetic chemical dyes. When factories lack proper water treatment infrastructure, this toxic cocktail is often discharged directly into local waterways, causing severe ecological damage and threatening human health.
3. Can bacterial and fungal dyes really replace synthetic chemicals?
Yes, biological dyes are rapidly becoming a viable commercial alternative. While currently scaling from smaller artisan batches to industrial production, pigment-producing bacteria and fungi offer incredible benefits. They generate vibrant colors at room temperature, saving massive amounts of energy, and they do not require the toxic heavy metal mordants needed by traditional dyes to bind color to fabric.
4. Is waterless dyeing applicable to all types of fabrics?
Currently, the most commercially scaled waterless technology, which uses supercritical CO2, is specifically designed for synthetic fibers like polyester. Because polyester is a plastic polymer, it reacts perfectly to the pressurized gas. Natural fibers like cotton wool and silk require different approaches. This is why innovations in seaweed extraction, mycelium dyes, and plant-based pigments are critical for creating sustainable solutions across all fabric types.
5. How does closed-loop manufacturing benefit global fashion brands?
Closed-loop systems capture and recycle the resources used during manufacturing. In the context of dyeing, this means recycling the water, the chemical solvents, or the CO2 gas. For global fashion brands, adopting these technologies drastically reduces their environmental footprint, protects them from tightening environmental regulations, and provides the supply chain transparency that modern eco-conscious consumers demand.